+86-13280000100











OEM производитель алюминиевых роллетных дверей
Когда слышишь 'OEM производитель алюминиевых роллетных дверей', многие сразу думают о простой сборке готовых компонентов. Это первое заблуждение. На деле, быть настоящим OEM — это не просто штамповать однотипные изделия под чужим логотипом. Это глубокое понимание того, как поведет себя конкретный профиль в конкретном климате, как рассчитать нагрузку на вал для двери высотой 6 метров в ангаре с постоянными вибрациями, и какой именно сплав алюминия не 'поплывет' после пяти лет эксплуатации на морском побережье. Я много лет наблюдаю, как компании приходят на рынок с громкими заявлениями, но спотыкаются на мелочах — например, экономят на антикоррозийной обработке торцевых заглушек, а потом удивляются, почему через два сезона роллет начинает заедать.
Не просто сборка: скрытая инженерия OEM
Возьмем, к примеру, алюминиевые роллетные двери для складов. Казалось бы, всё просто: профиль, вал, привод, система управления. Но настоящая работа OEM-производителя начинается, когда приходит запрос на двери для региона с резкими перепадами температур от -40°C до +35°C. Стандартная смазка в подшипниках тут не подойдет — она загустеет зимой. Нужно подбирать специальные составы, и часто это означает индивидуальные закупки у поставщиков химии, что при мелких сериях нерентабельно. Многие производители идут по пути упрощения, предлагая 'универсальное' решение, которое потом барахлит.
У нас был опыт работы с одним логистическим центром под Москвой. Заказчик хотел стандартные роллеты, но с увеличенной скоростью подъема. Мы, как OEM производитель, должны были не просто установить более мощный мотор. Пришлось пересчитывать всю динамику: инерцию полотна, нагрузку на тормозную систему, чтобы при экстренной остановке не было рывка, деформирующего ламели. Сделали несколько тестовых циклов на стенде, имитируя износ. В итоге, немного изменили конструкцию боковых направляющих, добавили компенсационный зазор — мелочь, которую в каталоге не увидишь, но которая решила проблему.
Именно в таких деталях и кроется профессионализм. Компания ООО Цзинань Цзюйгуан Фэнтянь Дверная Промышленность, с ее более чем десятилетним опытом в промышленных дверях, это понимает. На их сайте jgftdoor.ru видно, что спектр решений широк — от быстро катящихся до ангарных дверей. Это говорит о том, что они сталкивались с разными задачами и, скорее всего, имеют наработанные базы данных по материалам и конструкциям, что для OEM критически важно.
Материалы и долговечность: где кроются подводные камни
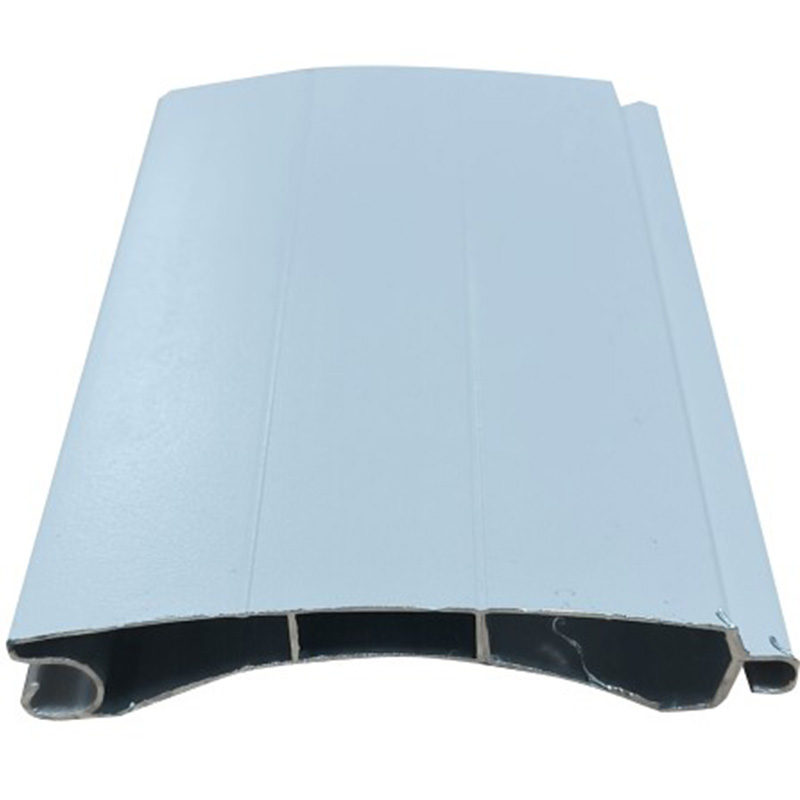
Алюминий — не просто 'легкий металл'. Для роллетных систем используется сплав, обычно серии 6000 (алюминий-магний-кремний). Но вот толщина оксидного слоя после анодирования — параметр, на котором часто экономят. Дешевое анодирование дает слой в 5-7 микрон, который в промышленной среде с выбросами может прослужить недолго. Качественное — 20-25 микрон. Визуально разницу сразу не определить, но через пару лет первая дверь покроется матовыми пятнами, а вторая будет как новая.
Мы однажды поставили партию дверей на автомойку. Среда, казалось бы, агрессивная — влага, моющие средства. Но главным врагом оказалась не химия, а абразивная пыль от шин, которую приносило ветром. Она царапала стандартное полимерное покрытие. Пришлось возвращаться к вопросу и предлагать заказчику вариант с более твердым порошковым напылением, хотя изначально он не был в спецификации. Это тот самый случай, когда опыт OEM-производства подсказывает, что нужно смотреть дальше ТЗ.
Профиль сечения ламели — тоже целая наука. Многокамерные профили лучше для теплоизоляции, но сложнее в производстве и требовательнее к чистоте внутренних полостей. Если там останется технологическая стружка или конденсат, это очаг коррозии. При OEM-производстве контроль на этом этапе должен быть жёстчайшим. Глядя на ассортимент ООО Цзинань Цзюйгуан Фэнтянь Дверная Промышленность, включающий жесткие быстро катящиеся двери и двери для электрических печей, можно предположить, что они работают с разными типами профилей и понимают эти нюансы.
Приводы и автоматика: вопрос надежности, а не 'наворотов'
Современный рынок завален 'умной' автоматикой. Но для промышленных алюминиевых роллетных дверей часто важнее не дистанционное управление со смартфона, а стойкость пульта управления к перепадам напряжения в цеху или возможность работы приводов в режиме 'частой старт-стопной нагрузки'.
Был у нас проект для пищевого производства — дверь в холодильную камеру. Заказчик хотел максимальную энергоэффективность, то есть дверь должна открываться минимально необходимое время. Привод работал на пределе, 40-50 циклов в час. Стандартный бытовой блок управления перегревался. Решение было не в том, чтобы поставить 'более крутой' привод, а в интеграции системы принудительного охлаждения для мотор-редуктора и выборе контроллера с улучшенной теплоотдачей. Это типичная OEM-задача — адаптация серийных компонентов под нестандартные условия.
Ещё один момент — безопасность. Фотоэлементы и защитные края — обязательно. Но как их расположить, если дверь устанавливается в проеме с постоянным движением погрузчиков, которые могут задеть датчик? Иногда логичнее ставить не стандартные вертикальные стойки, а выносить луч на кронштейны выше или использовать радиолокационные датчики. Это опять к вопросу о том, что OEM — это консультации и инжиниринг, а не просто прайс-лист.
Логистика и монтаж: то, что не увидишь в каталоге
Самая совершенная дверь, испорченная при монтаже, — это головная боль для любого производителя. OEM-поставка часто подразумевает, что монтаж будут вести местные подрядчики заказчика. Значит, конструкция должна быть максимально продумана для простой и безошибочной установки. Четкая маркировка всех элементов, подробные инструкции с фотографиями ключевых этапов, продуманная упаковка, чтобы при разгрузке не погнуть направляющие.
Мы наступили на эти грабли в начале. Отправили партию дверей, где вал и короб привода были упакованы вместе. При транспортировке крепления ослабли, и вал немного деформировался. Монтажники на месте этого не заметили, собрали — дверь работала с вибрацией. Пришлось отправлять специалиста для диагностики и замены вала на месте. Убытки. Теперь мы упаковываем критически важные элементы отдельно, с жёсткой фиксацией на паллете.
Этот практический опыт стыковки производства и 'поля' бесценен. Производитель, который делает не только для себя, но и под другие бренды (тот самый OEM производитель), вынужден систематизировать эти знания, создавая, по сути, технологические карты не только производства, но и транспортировки и монтажа. Судя по масштабу продукции на jgftdoor.ru, от гаражных до ангарных дверей, компания явно имеет отработанные логистические схемы для изделий разной размерности и веса.
Взаимодействие с заказчиком: от ТЗ до результата
Идеальный OEM — это не безликий исполнитель, а технический партнер. Часто заказчик приходит с примером фото и пожеланиями по размеру. Задача производителя — задать правильные вопросы. Какова интенсивность использования? Какая ветровая нагрузка в регионе? Есть ли рядом источники агрессивных сред? Будет ли дверь частью системы противопожарных преград (тут уже нужны совсем другие сертификаты и материалы)?
Один из самых показательных наших проектов — дверь для цеха с высоким пылевыделением. Заказчик настаивал на стандартном уплотнении. Мы, исходя из опыта, предложили лабиринтное уплотнение между ламелями и щеточное по контуру. Уговорили сделать пробный сегмент. Через полгода он сам вернулся и заказал такие же двери на все проемы, потому что пыль действительно не проникала. Это доверие дорогого стоит и строится именно на экспертной позиции.
Поэтому, выбирая OEM производителя алюминиевых роллетных дверей, нужно смотреть не только на станки, но и на то, задает ли он вам уточняющие вопросы, предлагает ли варианты, может ли аргументированно объяснить, почему одна конструкция лучше другой для вашего случая. Способность к такому диалогу, как у опытного игрока на рынке промышленных дверей, — это и есть главный признак того, что вы имеете дело не с простой фабрикой, а с ответственным партнером, который доведет проект до надежного результата, а не просто отгрузит коробки с металлом.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Аксессуары для промышленных подъемных ворот
Аксессуары для промышленных подъемных ворот -
 Алюминиевый сплав прокатки двери занавес лист
Алюминиевый сплав прокатки двери занавес лист -
 Раздвижная дверь
Раздвижная дверь -
 Электрические ворота
Электрические ворота -
 Верхняя подвесная дверь
Верхняя подвесная дверь -
 Ветрозащитные роллетные ворота
Ветрозащитные роллетные ворота -
 Быстрая прокатная дверь
Быстрая прокатная дверь -
 Откидная гаражная дверь
Откидная гаражная дверь -
 Рольставни для гаражных ворот
Рольставни для гаражных ворот -
 Дверь для быстрого штабелирования
Дверь для быстрого штабелирования -
 Жесткие быстросъемные рулонные ворота
Жесткие быстросъемные рулонные ворота -
 Электрическое окно для отвода дыма
Электрическое окно для отвода дыма
Связанный поиск
Связанный поиск- Дешевые рулонная дверь жалюзи двигатель
- Дешевые электрическая печь дверь
- Купить аксессуары для ворот быстрого штабелирования
- Ведущий покупатель дешевых роллетных ворот в Китае
- Оптовая электрические двери рольставни
- Аксессуары для дверей мусоропровода из Китая
- Вилла гаражные ворота аксессуары завод
- Промышленные аксессуары для дверей с быстрым затвором из Китая
- Поставщики профессиональных быстродействующих роллетных ворот
- Поставщики ветрозащитных роллетных ворот