+86-13280000100












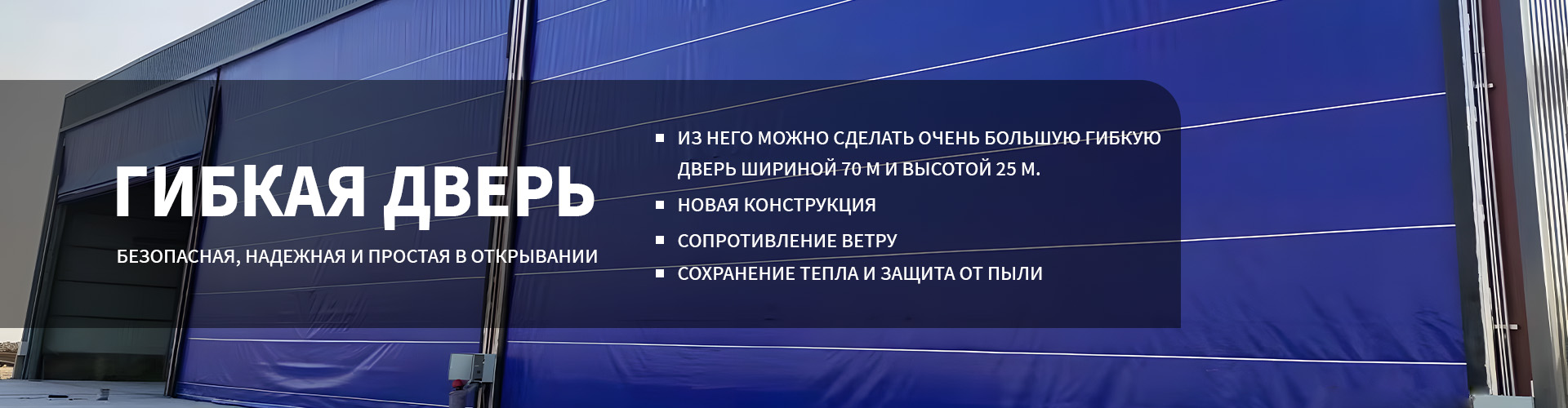
Промышленные подъемные ворота: не просто ?железка на роликах?
2026-01-07
Вот когда слышишь ?промышленные подъемные ворота?, многие сразу представляют себе просто тяжелую секцию, которая едет вверх по направляющим. На деле же — это целая система, где мелочей не бывает. Самый частый прокол у заказчиков — гнаться за толщиной полотна, думая, что чем толще сталь, тем надежнее. А потом удивляются, почему конструкция гудит, клинит или быстро изнашиваются ролики. Корень проблемы часто не в самом полотне, а в балансе всей системы: в подборе пружин, качестве направляющих, правильном монтаже. Об этом редко пишут в каталогах, но на объектах приходится разгребать постоянно.
Из чего складывается надежность
Начнем с основы — полотно. Да, сталь важна, но важнее ее профилирование и обработка. Плоский лист, даже толстый, будет ?парусить?. Нужен хороший ребристый профиль для жесткости. Мы на своем производстве, в ООО Цзинань Цзюйгуан Фэнтянь Дверная Промышленность, для промышленных подъемных ворот используем автоматическую резку на 6-метровом станке и гибку на большом гибочном станке. Это не для галочки — точность геометрии каждой секции критична. Малейший перекос — и нагрузка на ролики и направляющие распределяется неравномерно.
Второй ключевой момент — подъемно-балансировочный механизм. Тут два основных пути: торсионные пружины на валу или пружины растяжения по бокам. Торсионная система, на мой взгляд, более долговечна и безопасна при правильном расчете. Но этот расчет — целая наука. Нужно учесть вес полотна, высоту подъема, частоту циклов. Неправильно подобранная пружина либо не будет компенсировать вес, и двигатель будет работать на износ, либо создаст избыточное усилие, что опасно. На нашем сайте jgftdoor.ru можно найти модели, где этот момент уже просчитан под стандартные проемы, но для нестандартных всегда делаем индивидуальный расчет.
И третий столб — направляющие и ролики. Направляющие должны быть не просто согнуты из какой-то стали, а иметь правильный радиус изгиба в верхней части, чтобы полотно плавно переходило из вертикали в горизонталь. Ролики — лучше с подшипниками качения и, желательно, с полиамидными или нейлоновыми ободами. Стальные по стальным направляющим — это источник постоянного скрежета и быстрого износа. В наших воротах мы используем комбинированные роликовые опоры, которые минимизируют трение даже при интенсивной эксплуатации.
Где чаще всего ошибаются при монтаже
Можно сделать идеальные комплектующие, но испортить все на монтаже. Самый частый косяк — неверная установка вертикальных направляющих. Их выставляют по уровню, но забывают проверить параллельность друг другу по всему ходу. В итоге ворота внизу идут нормально, а вверху начинают ?закусывать?. Приходится использовать лазерный нивелир, а не просто отвес.
Вторая ошибка — монтаж торсионного вала и пружин без специального инструмента для их натяжения. Это опасно и может привести к разрыву пружины. У нас на производстве есть отработанные инструкции для монтажников, которые мы передаем партнерам. Кстати, на сайте компании есть раздел с технической документацией, где часть этих моментов описана.
И третье — крепление к проему. Если проем из легких металлоконструкций или ?сэндвич?-панелей, нужно обязательно усиливать места крепления направляющих закладными элементами или дополнительными профилями. Иначе вся система со временем просто расшатается. Был случай на одном из складов: ворота смонтировали прямо на профиль панели, через полгода постоянной работы крепления вырвало. Пришлось переделывать с усилением.
Про автоматизацию и приводы
Самые надежные приводы для подъемных ворот — цепные или реечные. Они дают хорошее тяговое усилие. Важно не ставить мотор ?впритык? по мощности, а брать с запасом в 30-40%, особенно для регионов с холодными зимами. Конденсат, обледенение направляющих — все это увеличивает нагрузку. Часто экономят на концевиках, ставят механические. Лучше — магнитные или энкодерные. Они точнее и не зависят от температуры.
Еще один нюанс — точка крепления привода. Если ворота широкие (от 6 метров), лучше ставить мотор не по центру, а сбоку, с редуктором и приводным валом, чтобы усилие распределялось равномерно на оба торсиона. Центральный привод на таких пролетах может создать перекос.
Интеграция с системами безопасности (фотоэлементы, аварийная остановка при препятствии) — это уже must have. Но тут важно правильно проложить кабели, защитить их от повреждения и обледенения. Часто кабели ведут в гофре прямо по стене — это плохо. Лучше закладывать их в кабель-каналы или трубы.
Нестандартные решения и кейсы
Стандартные ворота на 4-5 метров — это одно. А когда нужен проем 8-10 метров в высоту, да еще и с требованием по теплоизоляции, начинается интересное. Тут уже секции из сэндвич-панелей с пенополиуретаном, усиленные направляющие из толстостенной трубы, и система противовесов или дополнительных пружин. Для одного из логистических комплексов делали именно такие — высота 9 метров. Основная сложность была не в производстве, а в логистике и монтаже. Секции везли отдельно, собирали на месте. Ключевым был точный расчет изгиба верхних направляющих, чтобы полотно шло плавно.
Был и неудачный опыт, правда, не наш, а который пришлось исправлять. Заказчик купил ?бюджетные? ворота. Полотно — обычная гладкая оцинковка, направляющие — тонкие, пружины — боковые, слабые. После первой же зимы ворота перекосило, они перестали закрываться до конца. Пришлось фактически делать новую систему: менять направляющие на более мощные, пересчитывать и ставить торсионные пружины, усиливать каркас полотна. Вышло почти в полтора раза дороже, чем если бы сразу поставили нормальные. Мораль: экономия на правильных узлах всегда выходит боком.
Для особых условий, например, для цехов с высокой температурой или агрессивной средой, мы используем оцинкованную сталь с полимерным покрытием или алюминиевые профили. Важно и уплотнение — щеточное или магнитное, чтобы сохранять микроклимат. Наше оборудование, та же линия автоматического напыления, позволяет наносить покрытие качественно и равномерно, что напрямую влияет на срок службы.
Вместо заключения: на что смотреть при выборе
Итак, если резюмировать мой опыт. Не зацикливайтесь на одном параметре вроде ?толщины стали?. Смотрите на систему в комплексе. Запросите у производителя информацию по типу пружин (торсионные предпочтительнее), по материалу и конструкции роликов, по толщине и профилю направляющих. Узнайте, делают ли они расчет под ваши конкретные условия (высота, ширина, интенсивность, температура).
Посмотрите на производственные возможности. Наличие того же большого гибочного станка или линии порошковой покраски говорит о серьезности подхода. У нас в ООО Цзинань Цзюйгуан Фэнтянь Дверная Промышленность как раз весь цикл — от резки металла на лазере до сборки — свой. Это позволяет контролировать качество на каждом этапе.
И главное — не стесняйтесь спрашивать про детали. Хороший специалист всегда объяснит, почему в вашем случае лучше тот или иной вариант, а не будет просто продавать самую дорогую позицию из каталога. Промышленные ворота — это долгосрочная инвестиция в бесперебойную работу объекта, и здесь мелочей действительно нет.